Fonte: Bambulab
A contração (shrinkage) na impressão 3D é um fenômeno térmico natural que pode comprometer a precisão dimensional de peças impressas, especialmente em projetos funcionais, mecânicos ou de encaixe.
Embora muitas vezes passe despercebida em modelos pequenos ou decorativos, a contração pode gerar diferenças significativas quando falamos de componentes maiores ou que precisam interagir com outras peças.
Se você já modelou uma peça com 100 mm e, após a impressão, mediu 99 mm, provavelmente já lidou com esse efeito.
A boa notícia é que ele pode ser previsto, medido e compensado com ajustes simples no processo.
Neste artigo, você vai entender por que a contração acontece, quanto cada material pode encolher e como calibrar sua impressora para obter peças mais precisas.
O que é a contração (shrinkage) na impressão 3D?
A contração é o encolhimento que ocorre quando o filamento, após ser extrudado em alta temperatura, esfria até atingir a temperatura ambiente.
Durante a impressão, o polímero é aquecido até seu ponto de fusão, momento em que ocorre a expansão térmica.
Ao ser depositado na mesa e nas camadas subsequentes, o material começa a perder temperatura e, conforme esfria, o polímero se reorganiza internamente e reduz levemente seu volume.
O resultado é uma peça final ligeiramente menor do que o modelo digital original.
Pode parecer insignificante, mas uma contração de 0,5% em uma peça de 400 mm representa 2 mm de diferença, o suficiente para comprometer encaixes, trilhos, tampas ou carcaças.
Por que a contração acontece?
A contração é consequência direta das propriedades físicas dos termoplásticos. Três fatores principais influenciam esse comportamento:
Expansão térmica do polímero
Todo material termoplástico se expande quando aquecido. Na extrusão, o filamento é depositado em temperaturas que variam entre 180 °C e 260 °C (ou mais, dependendo do material). Nesse estado, suas cadeias moleculares estão mais afastadas.
Resfriamento e reorganização molecular
À medida que o material esfria, as cadeias poliméricas se aproximam novamente, reduzindo o volume.
Em materiais semicristalinos (como Nylon), essa reorganização é ainda mais intensa, o que aumenta o índice de contração.
Geometria e escala da peça
Em modelos pequenos (20 a 30 mm), a diferença é quase imperceptível. Já em peças grandes, a variação se torna evidente.
Além disso, a orientação da peça e o controle térmico da impressora também influenciam o comportamento final.
Como é a contração de cada material?
Os valores de contração podem variar conforme marca, lote, temperatura de impressão e ambiente, mas testes práticos mostram médias aproximadas:
PETG: cerca de 0,3% a 0,5%
Apresenta contração moderada e melhor resistência térmica que o PLA, mantendo boa estabilidade dimensional.
ABS: entre 0,5% e 0,8%
Possui contração mais elevada devido à sua natureza amorfa e maior temperatura de extrusão. É mais suscetível a warping e delaminação, especialmente sem câmara fechada.
TPU: cerca de 0,3% a 0,5%
Mesmo sendo flexível, apresenta contração perceptível, embora o impacto dimensional seja menos crítico devido à elasticidade.
Nylon (PA): pode variar de 0,6% a 1,5%
Material semicristalino com alta movimentação molecular durante o resfriamento, o que resulta em maior contração e maior sensibilidade a variações térmicas.
Como medir a contração da sua impressora 3D com o seu material?
Medir a contração é um passo fundamental para quem busca precisão dimensional real na impressão 3D.
Sem essa medição, qualquer tentativa de compensação no slicer será baseada apenas em estimativas genéricas que podem não refletir o comportamento específico da sua impressora, do seu ambiente e, principalmente, do filamento utilizado.
Cada combinação de máquina, material e parâmetros de impressão pode gerar variações diferentes.
Por isso, testar e calcular a contração permite aplicar uma compensação exata, garantindo que as dimensões finais da peça fiquem o mais próximas possível do modelo original.
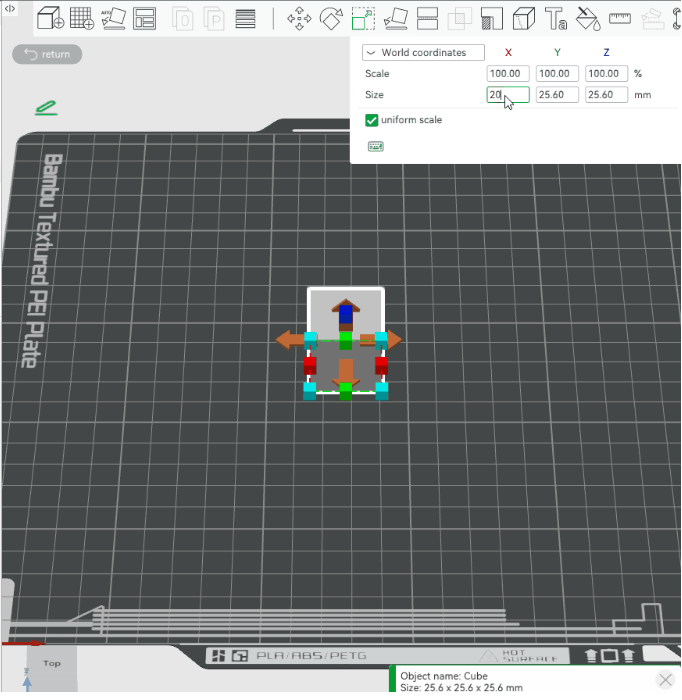
Passo 1: imprimir um modelo padrão
Você pode utilizar:
- Um cubo de 20 mm x 20 mm x 20 mm ou;
- Uma barra longa (ex.: 200 mm ou 300 mm) para maior precisão.
Peças maiores tendem a revelar melhor a porcentagem real de contração.
Passo 2: aguardar o resfriamento completo
Nunca meça a peça ainda quente. Aguarde atingir a temperatura ambiente.
Passo 3: medir com paquímetro
Anote a dimensão real obtida.

Fonte: Bambulab
Passo 4: aplicar a fórmula
Shrinkage (%) = 100 − (Medida Real ÷ Medida Projetada × 100)
Exemplo:
Modelo projetado: 300 mm
Peça medida: 298,75 mm
298,75 ÷ 300 = 0,9958
0,9958 × 100 = 99,58
100 − 99,58 = 0,42%
Neste caso, a contração foi de 0,42%.
Como compensar a contração no slicer?
A maioria dos fatiadores modernos permite compensação de escala no perfil do material.
O nome da função pode variar, mas o princípio é o mesmo: ajustar o fator dimensional para neutralizar o encolhimento.
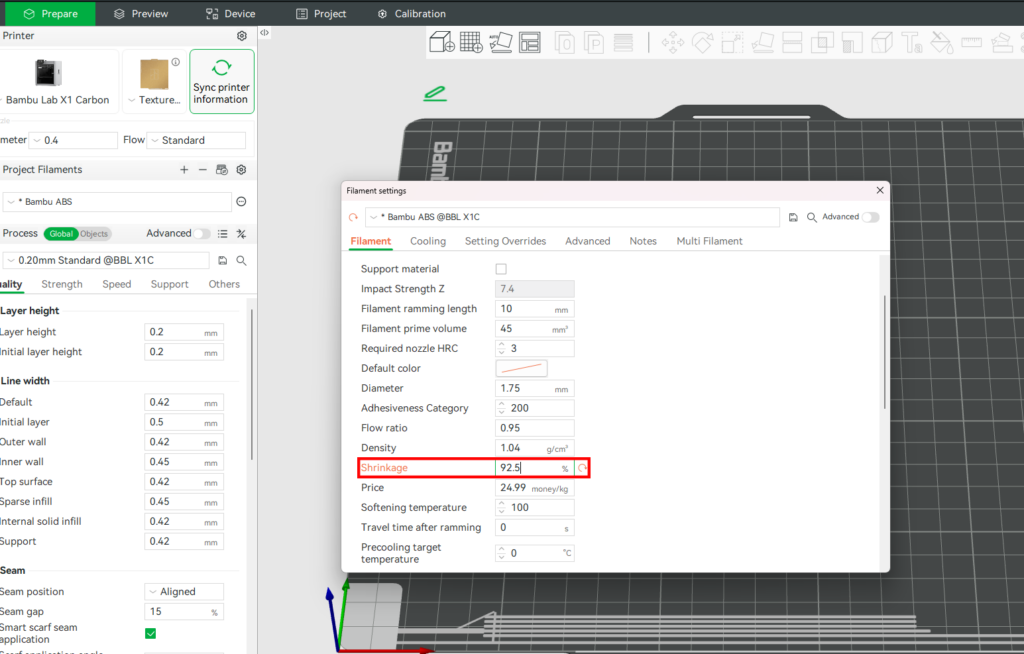
Nos fatiadores mais usados como Bambu Studio e OrcaSlicer, é possível inserir fatores de escala nos eixos X, Y e Z.
Já no PrusaSlicer, há a opção de compensação de contração no perfil do filamento.
Fonte: Bambulab
Existem três formas comuns:
Escala manual do modelo
Aplicar 100% + percentual de contração.
No exemplo de 0,42%, usar 100,42% de escala.
Ajuste no perfil do filamento
Alguns slicers permitem inserir diretamente o percentual de contração. Outros trabalham com fator de escala (ex.: 99,58% ou 100,42%, dependendo da lógica do software).
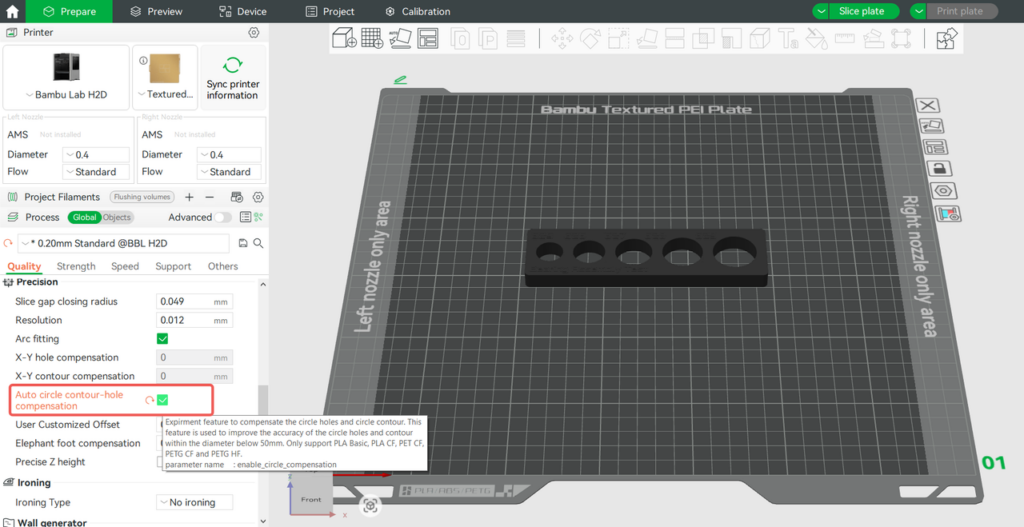
Compensação específica de furos e contornos
Após calibrar a contração global da peça (escala geral em X, Y e eventualmente Z), é importante entender que isso não corrige automaticamente a precisão de elementos internos, como furos, rasgos, encaixes e contornos negativos.
Por isso, a maioria dos slicers oferece recursos como compensação XY, ajuste de furos horizontais ou correção automática de furos circulares.
Essas funções permitem aplicar um ajuste fino apenas nas geometrias internas, sem alterar o tamanho externo da peça.
Na prática, isso é essencial para aplicações funcionais:
- Furos para parafusos tendem a sair menores do que o projetado;
- Assentos de rolamentos exigem tolerâncias mais rigorosas;
- Encaixes macho-fêmea precisam de folga controlada.
A recomendação técnica é realizar primeiro a calibração da contração global do material.
Em seguida, imprimir um modelo de teste com diferentes diâmetros de furos (por exemplo, 3 mm, 5 mm, 8 mm) e medir com paquímetro. A partir dessa medição, aplica-se a compensação necessária apenas nos elementos internos.
Fonte: Bambulab
Esse processo em duas etapas (escala global + compensação específica) garante peças dimensionalmente fiéis tanto nas medidas externas quanto nos pontos críticos de montagem, elevando significativamente o nível de precisão em projetos mecânicos e industriais.
Nota sobre o eixo Z
A contração ocorre nos três eixos, mas normalmente é mais perceptível em X e Y.
Para máxima precisão, pode-se imprimir uma torre vertical e medir a altura final após resfriamento para calibrar também o eixo Z.
Para aplicações técnicas mais exigentes, como dispositivos mecânicos ou peças industriais, essa medição adicional pode ser relevante.
Impressora fechada reduz a contração?
A utilização de câmara fechada (enclosure) melhora significativamente a estabilidade térmica durante a impressão. Isso reduz empenamentos, delaminações e tensões internas.
No entanto, é importante compreender que utilizá-las não elimina a contração total. Ele apenas controla o gradiente térmico durante o processo.
Ao atingir a temperatura ambiente, a peça ainda sofrerá o encolhimento correspondente ao material utilizado.
Portanto, impressoras fechadas melhoram a qualidade estrutural, mas não substituem a calibração dimensional.
Boas práticas para reduzir impactos da contração
Além da compensação no slicer, algumas estratégias ajudam a minimizar variações:
- Utilizar filamentos de alta qualidade e diâmetro uniforme;
- Manter temperatura ambiente estável;
- Evitar correntes de ar durante a impressão;
- Utilizar mesa aquecida corretamente calibrada;
- Optar por materiais reforçados quando a aplicação exigir estabilidade dimensional.
A qualidade do filamento influencia diretamente a previsibilidade do comportamento térmico.
Materiais com impurezas ou variações de diâmetro podem gerar resultados inconsistentes, dificultando qualquer calibração.
Precisão começa com matéria-prima confiável: conte com a National 3D
A contração é um fenômeno natural da impressão 3D, mas pode ser controlada com medição adequada, ajustes simples e uso de filamentos de qualidade.
A National 3D se destaca no mercado por reunir características que fazem toda a diferença no dia a dia dos usuários.
Como fabricante nacional, desenvolve filamentos no Brasil com tecnologia comparável às melhores marcas globais. A qualidade é garantida por matérias-primas livres de impurezas e com diâmetro uniforme, o que reduz falhas e assegura impressões consistentes.
Além disso, oferece ampla variedade de cores e materiais, unindo performance técnica e liberdade criativa para aplicações profissionais e industriais.
Se você busca maior controle dimensional e resultados previsíveis, conte com os filamentos da National 3D para elevar o padrão das suas impressões!