Fonte: Bambulab
A limpeza do bico da impressora 3D com a técnica cold pull é uma prática essencial para quem busca impressões mais consistentes, confiáveis e com melhor acabamento.
Mesmo usuários experientes, que utilizam filamentos de qualidade e configurações bem ajustadas, podem enfrentar problemas de extrusão ao longo do tempo.
Na maioria dos casos, a causa está relacionada ao acúmulo de resíduos dentro do bico.
A boa notícia é que existe um método simples, eficaz e pouco invasivo para lidar com esse tipo de situação: o cold pull.
Ao longo deste artigo, você vai entender por que essa limpeza é tão importante, quando ela deve ser feita, quais problemas ajuda a evitar e como executar a técnica corretamente, de forma segura e eficiente.
Por que a limpeza do bico da impressora 3D é tão importante?
O bico da impressora 3D é o ponto final do sistema de extrusão e, ao mesmo tempo, um dos componentes mais críticos do processo. É nele que o filamento fundido passa antes de ser depositado camada por camada. Qualquer obstrução parcial ou resíduo acumulado interfere diretamente no fluxo do material.
Com o uso contínuo da impressora, pequenas partículas de poeira, restos de filamentos anteriores, material carbonizado e até aditivos presentes em determinados polímeros podem se fixar nas paredes internas do bico.
Esse acúmulo não acontece de forma abrupta, o que torna o problema ainda mais importante: muitas vezes a impressora continua extrudando, mas com falhas sutis que comprometem a qualidade da peça.
Manter o bico limpo não é apenas uma questão de estética da impressão. Trata-se de garantir previsibilidade, estabilidade do fluxo e repetibilidade, especialmente em projetos técnicos ou produções mais longas.
Quando a limpeza do bico é indicada?
A técnica cold pull não precisa ser aplicada apenas quando algo “dá errado”.
Pelo contrário, ela funciona muito bem como manutenção preventiva. Ainda assim, existem situações em que sua aplicação é fortemente recomendada.
Trocas de material são um bom exemplo. Sempre que há a mudança entre filamentos com propriedades diferentes, como PLA para PETG, PETG para TPU ou materiais com carga para filamentos convencionais, é comum que resíduos do material anterior permaneçam no hotend.
Esses resíduos podem dificultar a extrusão do novo filamento.
Outro cenário comum é após impressões longas, especialmente em temperaturas elevadas, nas quais o filamento permanece aquecido no bico por muito tempo sem fluxo contínuo. Isso favorece a degradação térmica do material e a formação de resíduos carbonizados.
Além disso, a limpeza também é indicada sempre que surgirem sinais de extrusão irregular, mesmo que aparentemente leves.
Quais problemas de impressão podem surgir com o bico sujo?
Um dos grandes desafios da manutenção do bico é que nem toda obstrução é total. Na prática, a maioria dos problemas começa com entupimentos parciais, que passam despercebidos até comprometerem de vez a impressão.
Entre os sinais mais comuns estão:
- Linhas de impressão falhadas ou irregulares;
- Subextrusão intermitente ao longo da peça;
- Camadas com falhas visíveis ou descontinuidade;
- Pequenos buracos ou espaços entre as camadas;
- Perda de definição em detalhes finos;
- Ruídos no extrusor, com patinação do filamento;
- “Pulos de passo” do motor do extrusor devido ao aumento de resistência na extrusão.

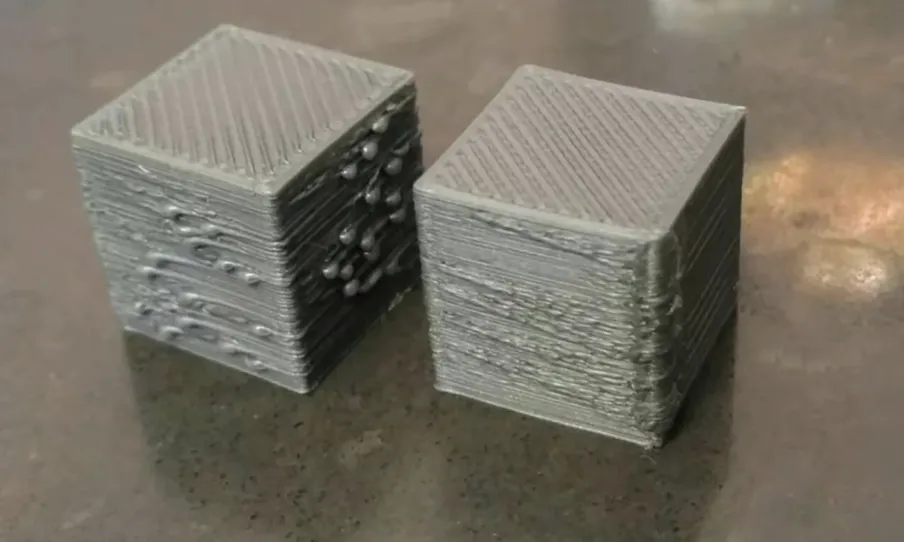
Na imagem, temos uma peça impressa antes e após a limpeza do bico. Fonte: Recreus
É importante diferenciar um entupimento parcial de um entupimento completo. No primeiro caso, ainda há passagem de material, mas de forma irregular.
No segundo, o fluxo é totalmente bloqueado. A técnica cold pull é especialmente eficaz para resolver entupimentos parciais e prevenir que eles evoluam para problemas mais graves.
O que é a técnica cold pull?
O cold pull é uma técnica de manutenção que utiliza o próprio filamento como ferramenta de limpeza.
A lógica é simples: o filamento é aquecido até amolecer, permitindo que ele se molde ao interior do bico e se funda aos resíduos presentes.
Em seguida, o sistema é resfriado até uma temperatura em que o material esteja sólido o suficiente para ser puxado, mas ainda com certa elasticidade.
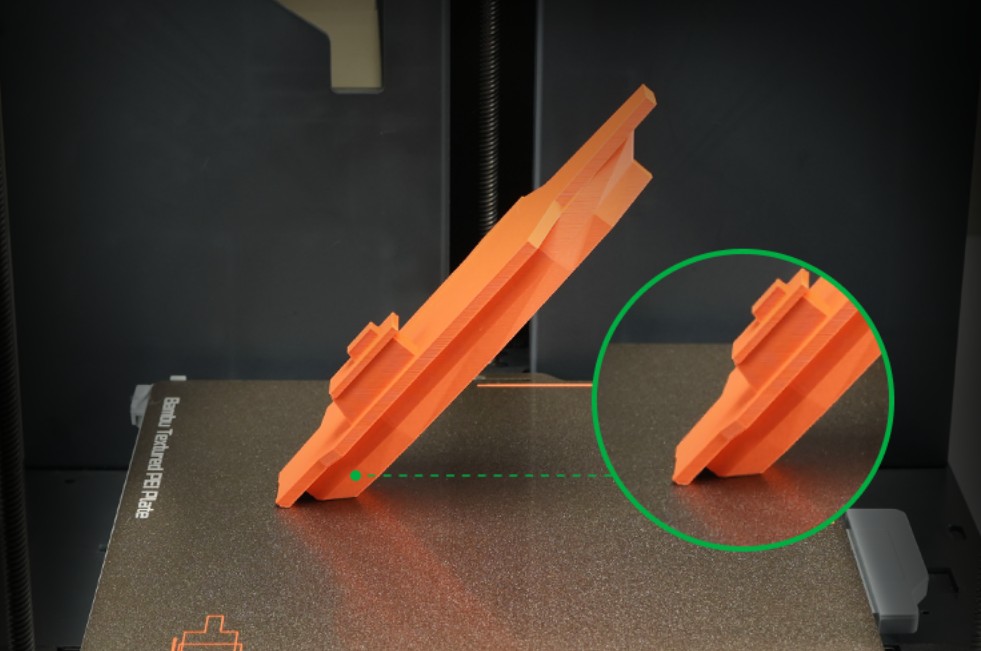
Ao puxar o filamento nesse ponto, ele sai carregando consigo partículas de sujeira, restos de material queimado e pequenas obstruções. O formato da ponta removida costuma reproduzir o interior do bico, funcionando quase como um “molde” da região interna.
Quando bem executado, o cold pull restaura o fluxo de material sem a necessidade de desmontar o hotend ou substituir o bico.
Quais são as vantagens da técnica cold pull?
Entre as principais vantagens do cold pull está o fato de ser um método não invasivo. Não há necessidade de ferramentas especiais, desmontagens complexas ou risco de danificar componentes sensíveis.
Além disso, é uma técnica versátil, que pode ser aplicada com diferentes tipos de filamento, desde PLA, ABS, PETG e TPU.
Outro ponto positivo é o custo praticamente nulo, já que o procedimento utiliza pequenas quantidades de filamento.
O cold pull também permite identificar visualmente o nível de sujeira do bico. Ao observar a ponta do filamento removido, é possível ver resíduos escuros, partículas presas ou irregularidades, o que ajuda a decidir se o procedimento deve ser repetido.
Guia prático: passo a passo da técnica cold pull
O procedimento pode variar conforme o tipo de impressora e material, mas o princípio é o mesmo.
De forma geral, o processo começa aquecendo o bico a uma temperatura um pouco acima da temperatura normal de impressão do filamento utilizado.
O objetivo é fazer com que o material se molde ao interior do bico, aderindo aos resíduos, para então removê-los de forma mecânica e controlada.
1. Prepare a impressora e o filamento
Certifique-se de que a impressora esteja ligada, com o hotend montado corretamente e sem falhas mecânicas aparentes.
Utilize um filamento limpo, preferencialmente de cor clara ou translúcida, pois isso facilita a visualização de resíduos removidos do bico.
É possível realizar o cold pull com o próprio filamento que estava em uso, mas filamentos mais rígidos, como PLA ou nylon, costumam apresentar melhores resultados do que materiais muito flexíveis.
2. Aqueça o bico acima da temperatura de impressão
Ajuste a temperatura do bico para um valor ligeiramente acima da temperatura normal de impressão do filamento utilizado.
Aguarde até que o hotend atinja completamente a temperatura definida. Em seguida, utilize o comando de extrusão manual para extrudar um pouco de material, garantindo que o filamento esteja fluindo e ocupando todo o interior do bico.
Faixas de temperatura recomendadas para diferentes materiais:
- PLA: aquecer o bico até 230 °C e resfriar até aproximadamente 90 °C;
- PETG: aquecer o bico até 250 °C e resfriar até cerca de 120 °C;
- ABS: aquecer o bico até 260 °C e resfriar até aproximadamente 140 °C;
- TPU / TPE: aquecer o bico até 250 °C e resfriar até cerca de 120 °C;
- Nylon: aquecer o bico até 260 °C e resfriar até aproximadamente 160 °C
Durante esta etapa, é fundamental respeitar as temperaturas recomendadas para cada material.
Temperaturas muito altas impedem que o filamento solidifique corretamente, enquanto temperaturas muito baixas aumentam o risco de quebra do filamento dentro do hotend.
3. Inicie o resfriamento controlado
Após a extrusão inicial, reduza a temperatura do hotend para um valor abaixo da temperatura de impressão, mas ainda acima da temperatura de transição vítrea do material, conforme informações acima.
Durante o resfriamento, é recomendável aplicar pequenas extrusões manuais em intervalos de alguns segundos, apenas para manter o filamento pressionado contra as paredes internas do bico.
Esse contato é fundamental para que o material se funda aos resíduos acumulados.
Se o extrusor começar a patinar ou emitir ruídos, interrompa a extrusão. Isso indica que o filamento já começou a solidificar.
4. Desacople o filamento do sistema de alimentação
Quando a temperatura estiver próxima da faixa definida para o cold pull, solte o filamento do sistema de tração do extrusor.
Em impressoras com tubo PTFE, isso normalmente envolve destravar o conector e remover o tubo da entrada do hotend.
Esse passo evita que o motor do extrusor seja forçado durante a extração manual do filamento.
5. Execute a retirada do filamento (cold pull)
Com o filamento parcialmente sólido e a temperatura estabilizada, inicie a retração pelo painel da impressora. Ao mesmo tempo, aplique uma tração manual contínua e firme, sempre no sentido vertical.
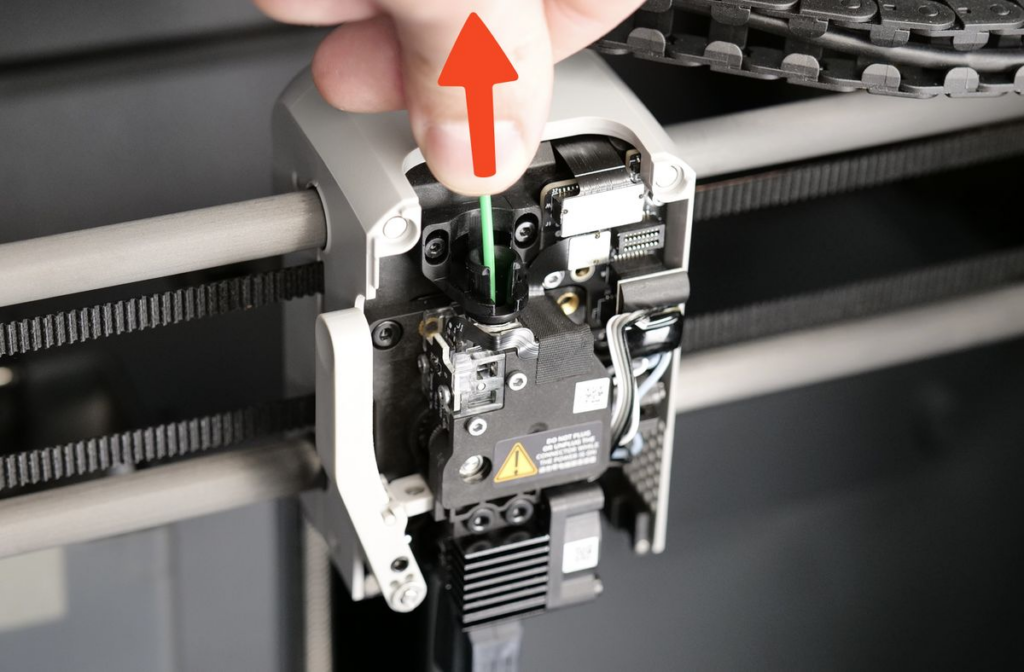
Fonte: Bambulab
Não é necessário usar força excessiva. O movimento deve ser constante e controlado. Se executado corretamente, o filamento será removido de uma só vez, trazendo consigo resíduos, partículas escuras ou restos de material queimado.
6. Analise a ponta do filamento removido
Observe atentamente a extremidade do filamento retirado. O formato ideal é levemente cônico, semelhante ao interior do bico. A presença de pontos escuros, sujeira ou irregularidades indica que resíduos foram removidos com sucesso.
Caso o filamento ainda apresente muitos contaminantes, repita todo o processo mais uma ou duas vezes, até que a ponta saia limpa e uniforme.
7. Refaça o carregamento do filamento
Após a limpeza, aqueça novamente o bico à temperatura de impressão normal e recarregue o filamento que será utilizado.
Extrude um pouco de material para garantir que o fluxo esteja contínuo e estável antes de iniciar uma nova impressão.
8. Ajustes finais e boas práticas
Se o problema de extrusão persistir mesmo após múltiplos cold pulls, é possível que haja um entupimento completo, desgaste do bico ou degradação do filamento.
Nesses casos, pode ser necessário realizar uma limpeza mais profunda ou substituir o bico.
Como prática preventiva, o cold pull pode ser realizado periodicamente, especialmente após longas impressões ou trocas frequentes de material.
Manutenção preventiva e qualidade do filamento
Embora a limpeza do bico seja essencial, a prevenção começa na escolha do filamento. Materiais com diâmetro uniforme, livres de impurezas e com controle de qualidade rigoroso reduzem significativamente a formação de resíduos e a ocorrência de entupimentos.
Nesse contexto, a National 3D se destaca como fabricante nacional que investe em tecnologia, matérias-primas selecionadas e processos produtivos consistentes.
Isso se traduz em filamentos mais estáveis, que extrudam de forma previsível e exigem menos intervenções corretivas ao longo do tempo.
Além disso, contar com suporte técnico especializado faz toda a diferença para orientar usuários sobre boas práticas de impressão e manutenção, incluindo a aplicação correta da técnica cold pull.
Conte com a National 3D para impressões mais confiáveis
A limpeza do bico da impressora 3D com a técnica cold pull é uma aliada poderosa para manter a qualidade das suas impressões e prolongar a vida útil do equipamento.
Quando combinada com filamentos de alto padrão, configurações adequadas e manutenção preventiva, ela contribui para um fluxo de trabalho mais eficiente e com menos desperdícios.
A National 3D reúne esses pilares ao desenvolver filamentos no Brasil com tecnologia comparável às melhores marcas globais, controle dimensional rigoroso e materiais livres de impurezas.
Seja para projetos criativos, técnicos ou produções em escala, contar com os filamentos da National 3D é investir em consistência, suporte e confiança em cada impressão!